Tel : +86-18059296519
Whatsapp : +8618059296519
E-mel : [email protected]








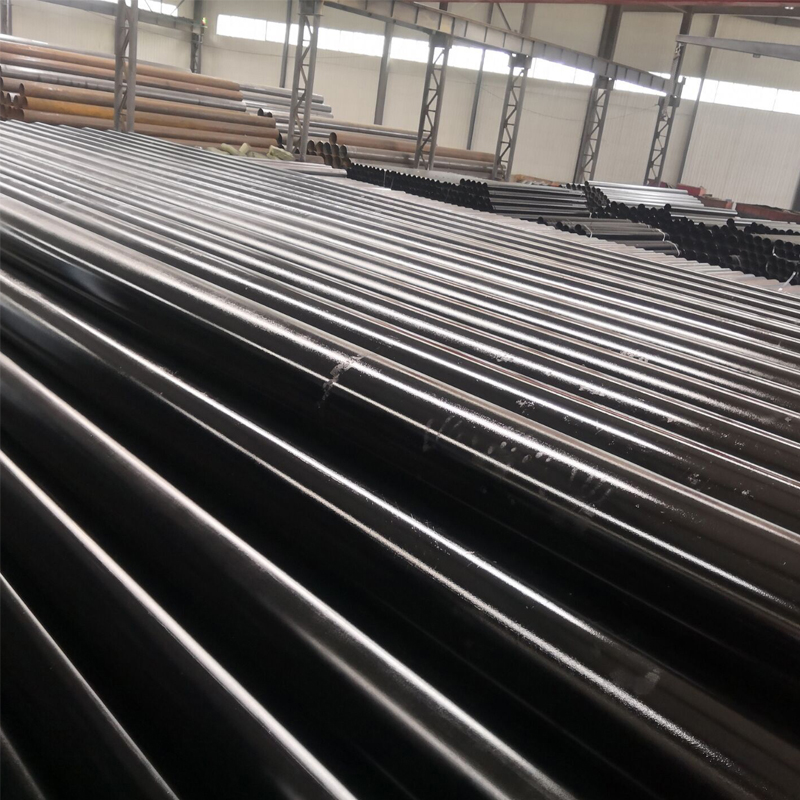
Paip keluli lancar (SMLS) ialah keratan tiub atau silinder berongga, biasanya tetapi tidak semestinya daripada keratan rentas bulat yang dibentuk dengan melukis bilet pepejal di atas batang menusuk untuk mencipta cangkerang berongga tanpa jahitan atau sambungan kimpalan, digunakan terutamanya untuk menghantar bahan yang boleh mengalir — cecair dan gas (cecair), buburan, serbuk dan jisim pepejal kecil. Paip keluli lancar boleh dipotong, berulir atau beralur. Dan kaedah salutan termasuk lakuer hitam, merah, lukisan varnis, galvanisasi celup panas, dll.
Standard :
ASTM AISI DIN JIS GB ENbahan :
201,304,304L,310s,316,316L,316TI,317L,904L,S32205,etcKetebalan :
0.4-120mmPaip Keluli Lancar (Paip SMLS)
Saiz:
Diameter maksimum: 36" (914.4mm) diameter minimum: 1/2" (21.3mm)
Ketebalan maksimum: 60mm ketebalan minimum: 2.11mm
SCH: SCH10,SCH20,STD,SCH40,SCH60,XS,SCH80,SCH100,SCH120,SCH160,XXS
Kegunaan:
| Paip air sejuk | Paip wap/kondensat | Paip penukar haba | Paip marin/luar pesisir | Mengeruk paip | Paip perindustrian |
| Paip minyak dan gas | Paip pemadam kebakaran | Pembinaan/struktur paip | Paip pengairan | Paip longkang/kumbahan | Tiub dandang |
Salutan
| Salutan 3PE | Salutan 3PP | Salutan FBE | Salutan Epoksi |
Lukisan Khas |

Piawaian paip keluli lancar karbon
| ASTM A53 Gr.B | Paip keluli bersalut zink hitam dan celup panas dikimpal dan lancar |
| ASTM A106 Gr.B | Keluli karbon lancar untuk perkhidmatan suhu tinggi |
| ASTM SA179 | Penukar haba keluli karbon rendah ditarik sejuk lancar dan tiub pemeluwap |
| ASTM SA192 | Tiub dandang keluli karbon lancar untuk tekanan tinggi |
| ASTM SA210 | Dandang sederhana-karbon lancar dan tiub pemanas lampau |
| ASTM A213 | Dandang keluli aloi lancar, pemanas lampau dan tiub penukar haba |
| ASTM A333 GR.6 | paip keluli karbon dan aloi lancar dan dikimpal bertujuan untuk digunakan pada suhu rendah. |
| ASTM A335 P9,P11,T22,T91 | Paip keluli aloi ferit yang lancar untuk perkhidmatan suhu tinggi |
| ASTM A336 | Penempaan keluli aloi untuk bahagian tekanan dan suhu tinggi |
| ASTM SA519 4140/4130 | Karbon lancar untuk tiub mekanikal |
| Spesifikasi API 5CT J55/K55/N80/L80/P110/K55 | Paip keluli lancar untuk selongsong |
| Spesifikasi API 5L PSL1/PSL2 Gr.b, X42/46/52/56/65/70 | Paip keluli lancar untuk paip talian |
| DIN 17175 | Tiub keluli lancar untuk suhu tinggi |
| DN2391 | Paip prevision lancar yang ditarik sejuk |
| DIN 1629 | Tiub keluli tanpa aloi bulat lancar tertakluk kepada keperluan khas |
Komponen kimia & sifat mekanikal
| Standard | Gred | Komponen Kimia (%) | Sifat Mekanikal | ||||||
| ASTM A53 | C | Si | Mn | P | S | Kekuatan Tegangan(Mpa) | Kekuatan Hasil(Mpa) | ||
| A | ≤0.25 | - | ≤0.95 | ≤0.05 | ≤0.06 | ≥330 | ≥205 | ||
| B | ≤0.30 | - | ≤1.2 | ≤0.05 | ≤0.06 | ≥415 | ≥240 | ||
| ASTM A106 | A | ≤0.30 | ≥0.10 | 0.29-1.06 | ≤0.035 | ≤0.035 | ≥415 | ≥240 | |
| B | ≤0.35 | ≥0.10 | 0.29-1.06 | ≤0.035 | ≤0.035 | ≥485 | ≥275 | ||
| ASTM SA179 | A179 | 0.06-0.18 | - | 0.27-0.63 | ≤0.035 | ≤0.035 | ≥325 | ≥180 | |
| ASTM SA192 | A192 | 0.06-0.18 | ≤0.25 | 0.27-0.63 | ≤0.035 | ≤0.035 | ≥325 | ≥180 | |
| API 5L PSL1 | A | 0.22 | - | 0.90 | 0.030 | 0.030 | ≥331 | ≥207 | |
| B | 0.28 | - | 1.20 | 0.030 | 0.030 | ≥414 | ≥241 | ||
| X42 | 0.28 | - | 1.30 | 0.030 | 0.030 | ≥414 | ≥290 | ||
| X46 | 0.28 | - | 1.40 | 0.030 | 0.030 | ≥434 | ≥317 | ||
| X52 | 0.28 | - | 1.40 | 0.030 | 0.030 | ≥455 | ≥359 | ||
| X56 | 0.28 | - | 1.40 | 0.030 | 0.030 | ≥490 | ≥386 | ||
| X60 | 0.28 | - | 1.40 | 0.030 | 0.030 | ≥517 | ≥448 | ||
| X65 | 0.28 | - | 1.40 | 0.030 | 0.030 | ≥531 | ≥448 | ||
| X70 | 0.28 | - | 1.40 | 0.030 | 0.030 | ≥565 | ≥483 | ||
| API 5L PSL2 | B | 0.24 | - | 1.20 | 0.025 | 0.015 | ≥414 | ≥241 | |
| X42 | 0.24 | - | 1.30 | 0.025 | 0.015 | ≥414 | ≥290 | ||
| X46 | 0.24 | - | 1.40 | 0.025 | 0.015 | ≥434 | ≥317 | ||
| X52 | 0.24 | - | 1.40 | 0.025 | 0.015 | ≥455 | ≥359 | ||
| X56 | 0.24 | - | 1.40 | 0.025 | 0.015 | ≥490 | ≥386 | ||
| X60 | 0.24 | - | 1.40 | 0.025 | 0.015 | ≥517 | ≥414 | ||
| X65 | 0.24 | - | 1.40 | 0.025 | 0.015 | ≥531 | ≥448 | ||
| X70 | 0.24 | - | 1.40 | 0.025 | 0.015 | ≥565 | ≥483 | ||
| X80 | 0.24 | - | 1.40 | 0.025 | 0.015 | ≥621 | ≥552 | ||
Klasifikasi paip keluli lancar karbon
| Jenis | Permohonan |
| Tujuan Struktur | Struktur am dan mekanikal |
| Perkhidmatan Cecair | Pengangkutan petroleum, gas dan cecair lain |
| Tiub Dandang Tekanan Rendah dan Sederhana | Pembuatan wap dan dandang |
| Perkhidmatan Tiang Hidraulik | Sokongan hidraulik |
| Selongsong Separa aci Auto | Selongsong sem-aci automatik |
| Paip Talian | Pengangkutan minyak dan gas |
| Tiub dan Selongsong | Pengangkutan minyak dan gas |
| Paip Gerudi | Penggerudian telaga |
| Paip Penggerudian Geologi | Penggerudian geologi |
| Tiub relau, tiub penukar haba | Tiub relau, penukar haba |
Toleransi paip keluli lancar karbon
| Jenis paip | Saiz paip(mm) | Toleransi |
| Digulung panas | OD<50 | ±0.50mm |
| OD≥50 | ±1% | |
| WT<4 | ±12.5% | |
| WT 4~20 | +15%, -12.5% | |
| WT>20 | ±12.5% | |
| Dilukis sejuk | OD 6~10 | ±0.20mm |
| OD 10~30 | ±0.40mm | |
| OD 30~50 | ±0.45 | |
| OD>50 | ±1% | |
| WT≤1 | ±0.15mm | |
| WT 1~3 | +15%, -10% | |
| WT >3 | +12.5%, -10% |

Pengeluaran paip lancar
Proses ini bermula dengan bulat keluli pepejal, atau bilet, dipotong mengikut panjang tertentu dan dihantar melalui relau panaskan semula rasuk berjalan, di mana suhu mencapai hampir 2,300°F. Selepas keluar dari relau panaskan semula, pusingan yang telah dipanaskan tadi bertukar menjadi cangkerang tiub dalam kilang tindik berputar apabila bilet digulung silang antara dua gulungan berbentuk tong pada kelajuan tinggi. Cengkerang lancar memasuki kilang mandrel, di mana ia digulung di atas mandrel yang dikekalkan untuk memberikan saiz OD dan ketebalan dinding yang diperlukan untuk proses seterusnya. Proses ini dipantau dengan teliti menggunakan sistem pengukur dinding panas yang terkini. Cengkerang itu kemudiannya dipanaskan semula untuk pembentukan akhir dalam kilang pengurangan regangan 24-diri, di mana diameter luar dibentuk mengikut spesifikasi pelanggan yang tepat. Ketebalan dinding sekali lagi disahkan menggunakan sistem pengukur dinding panas. Selepas diputar dan dimajukan pada katil penyejuk rasuk berjalan, paip dipotong kelompok dan dipindahkan ke kawasan penyimpanan dalam proses, di mana ia dikendalikan oleh kren gantri yang dikawal komputer.
Pemeriksaan Ultrasonik untuk Paip Lancar berdiameter Kecil
Pemeriksaan ultrasonik adalah mengikut kaedah pulse-echo menggunakan kaedah water gap. Pengesanan aliran dilakukan dengan teknik rasuk sudut hingga kini aliran membujur dan melintang pada permukaan dalam dan luar paip, dan pengukuran ketebalan dinding dilakukan dengan teknik rasuk biasa.Paip, yang dihantar secara heliks melalui peranti ujian, diperiksa.
Pemeriksaan Elektromagnet untuk Paip Lancar berdiameter Besar
Kilang palam dilengkapi dengan Amalog-Sonoscope, unit pemeriksaan elektromagnet selepas rawatan haba. Sistem pemeriksaan paip Amalog-Sonoscope mengesan kecacatan dengan menggunakan kebocoran fluks oleh aruhan elektromagnet dalam gegelung carian. Litar magnetik Amalog mengesan kecacatan membujur di kedua-dua permukaan dalam dan luar. Litar magnet sonoskop mengesan kecacatan lilitan.
Pemeriksaan Zarah Magnet
Tiub dimagnetkan dan disediakan dengan zarah magnet (kebanyakannya zarah magnet pendarfluor). Kehadiran kecacatan menghasilkan fluks magnet yang menunjukkan perubahan dalam kecemerlangan pendarfluor di bawah cahaya hitam. Perubahan itu dikesan secara visual.
Paip keluli lancar karbon adalah sejenis keluli jalur. Paip keluli dengan keratan rentas berongga, sebilangan besar paip yang digunakan untuk mengangkut bendalir, seperti pengangkutan minyak, gas asli, gas, air dan beberapa bahan pepejal seperti paip. Keluli dan keluli bulat dan keluli pepejal lain berbanding dengan kekuatan lentur yang sama dalam lenturan yang sama, berat yang lebih ringan, adalah bahagian ekonomi keluli, digunakan secara meluas dalam pembuatan bahagian struktur dan bahagian mekanikal, seperti paip gerudi minyak, Bingkai basikal dan perancah pembinaan keluli. Penggunaan bahagian cincin pembuatan paip keluli lancar karbon boleh meningkatkan penggunaan bahan, memudahkan proses pembuatan, menjimatkan bahan dan masa pemprosesan, seperti cincin galas rolling, jaket, dan lain-lain, telah digunakan secara meluas untuk mengeluarkan paip keluli.
Paip keluli lancar (SMLS) ialah keratan tiub atau silinder berongga, biasanya tetapi tidak semestinya daripada keratan rentas bulat yang dibentuk dengan melukis bilet pepejal di atas batang menusuk untuk mencipta cangkerang berongga tanpa jahitan atau sambungan kimpalan, digunakan terutamanya untuk menghantar bahan yang boleh mengalir — cecair dan gas (cecair), buburan, serbuk dan jisim pepejal kecil. Paip keluli lancar boleh dipotong, berulir atau beralur. Dan kaedah salutan termasuk lakuer hitam, merah, lukisan varnis, galvanisasi celup panas, dll.

Tiub dandang ialah tiub lancar dan diperbuat daripada keluli karbon atau keluli aloi. Ia digunakan secara meluas dalam dandang stim, untuk penjanaan kuasa, dalam loji bahan api fosil, loji pemprosesan industri, loji kuasa elektrik, dll. Tiub dandang boleh sama ada paip dandang tekanan sederhana atau paip dandang tekanan tinggi.

Paip keluli karbon adalah bahan tahan lama yang diperbuat daripada keluli karbon, aloi keluli dengan besi dan karbon. Kerana kekuatan dan keupayaannya untuk menahan tekanan, paip keluli karbon digunakan dalam pelbagai industri tugas berat seperti infrastruktur, kapal, penyuling dan peralatan baja kimia.

Paip API 5L ialah paip keluli karbon yang digunakan untuk penghantaran minyak dan gas, ia termasuk paip yang dihasilkan dengan lancar dan dikimpal (RW, SAW). Bahan meliputi API 5L Gred B, X42, X46, X52, X56, X60, X65, X70, X80 PSL1 & PSL2 perkhidmatan darat, luar pesisir dan masam.
API 5L X80 Pipe ialah penyeragaman untuk sistem pengangkutan saluran paip dalam industri minyak batu, gas, air dan bahan api fosil. Keluli API 5L-X80 digunakan di kawasan kutub, di mana-mana sahaja keliatan tinggi pada suhu rendah diperlukan. Pengenalan Produk Paip API 5L X80 ialah penyeragaman untuk sistem pengangkutan saluran paip dalam industri minyak batu, gas, air dan bahan api fosil. Keluli API 5L-X80 digunakan di kawasan kutub, di mana-mana keliatan tinggi pada suhu rendah diperlukan.



No.1633, Binhai Road, Wenzhou Economic Development Zone, Wenzhou, China
 Rangkaian IPv6 disokong
Rangkaian IPv6 disokong